-

3D Printer

-
Material
-
Software
-
Application
-

Support
3D Printer![]()
Material![]()
Software![]()
Application![]()
Support![]()



 Brochure
Brochure
 Application
Application
Product Description
![]() Product Features
Product Features
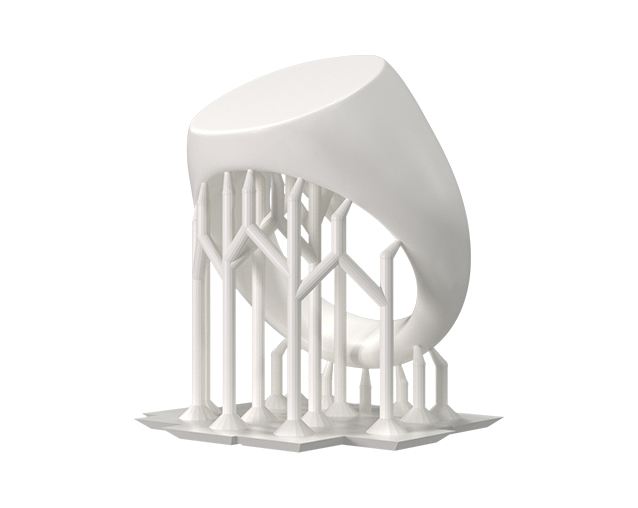
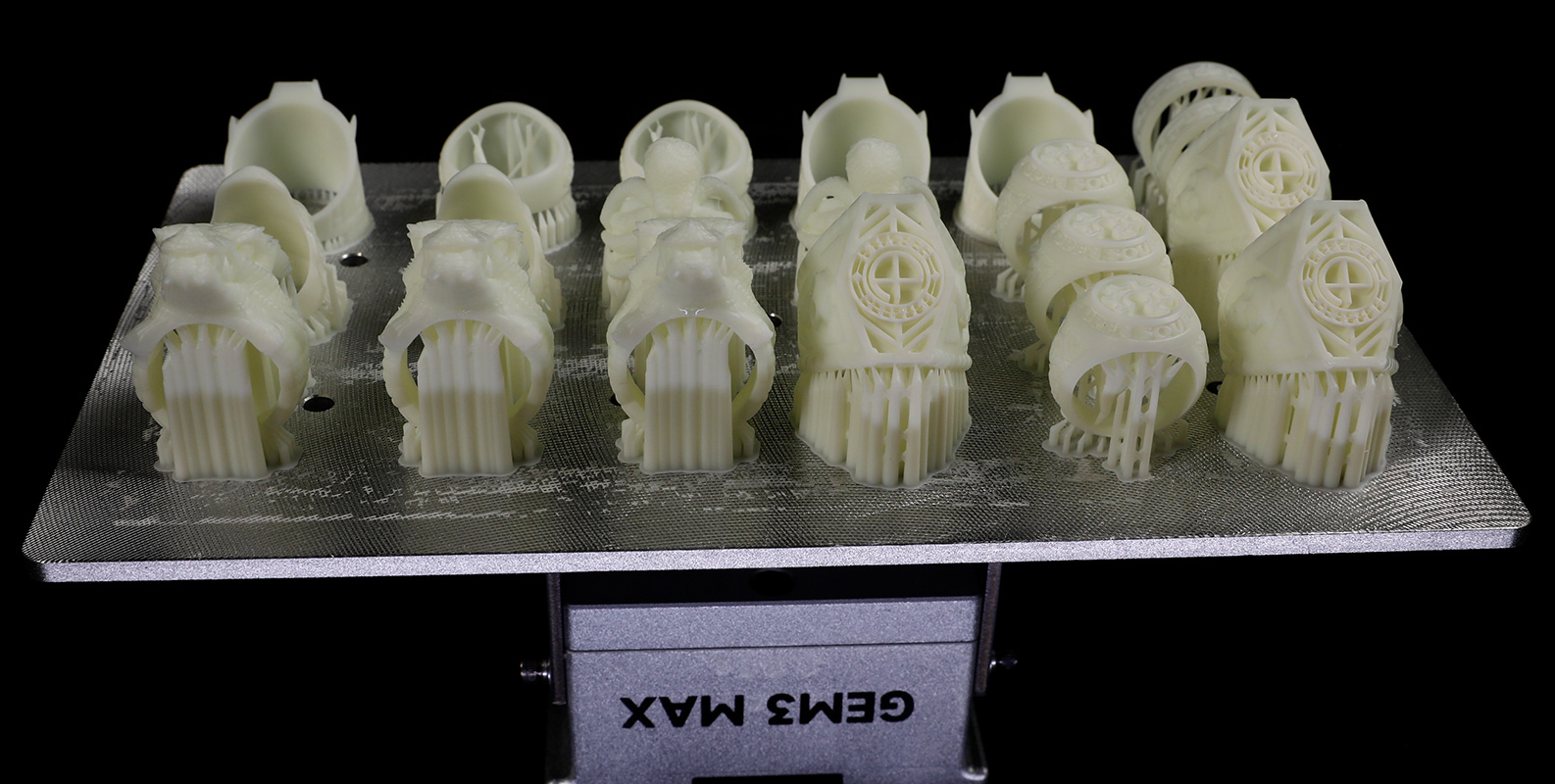
NOVA3D「Hi-Wax Cast」is developed specifically for thick-wall castings. In an era pursuing 3D printing speed, we return to the essence of casting – exceptional burnout and smooth casting surface. Hi-wax casting resin elevates wax content to the core. Not a simple material blend, but re-engineered at the molecular level, giving digital models a burnout experience as pure as traditional wax patterns.
Applications:Men‘s heavy rings, wide-band bracelets, tags – the “invisible guardian” for heavy jewelry, thick-wall ornaments, and precision industrial prototypes.
![]() Performance Specifications
Performance Specifications
Ash content ≤ 0.03% – extremely low ash means almost no residue, perfectly preserving extreme details like micro-pave prongs and lace textures, avoiding a “rough” surface on castings.
Shrinkage (linear) ≤ 1.5% – men’s rings have strict size requirements (e.g., size 20). Low shrinkage prevents the cast ring from becoming too small to wear.
Elongation at break 5% - 12% – provides slight elasticity. Fine threads are less likely to break when removing supports; printed filigree structures are more robust for post-processing.
![]() Storage Conditions
Storage Conditions
Storage conditions directly determine print success rate and material life. For high-wax resins and thin-wall/prong-specific resins commonly used in jewelry casting, storage requirements are stricter than for standard resins. The key factors are light protection, constant temperature, and moisture prevention.
Core Storage Parameters (General Gold Standard)
Temperature (20°C – 28°C):Optimal storage range.
Humidity (< 60% RH):>80% RH can cause resin to absorb moisture, leading to sticky prints and reduced strength.
Light (Complete darkness):UV (including sunlight and stray curing light) triggers pre-curing.
Container (Original opaque bottle):Cap tightly after opening to prevent oxidation and solvent evaporation.





1、Release Film Check
Before printing, check the release film for scratches or residues. Any residue must be cleaned; otherwise it may puncture the film causing resin leakage.
Jewelry precision: Small scratches on the release film may not affect ordinary models, but when printing ring engravings or filigree textures, these scratches will be projected onto the model surface, causing blurred details or defects.
Recommendation: Before high-precision jewelry printing, use a flashlight from underneath the resin vat to inspect the FEP surface – it should be smooth like a mirror.
2、Resin Preparation
Preventing sedimentation: Color pastes and fillers in casting resins (especially blue/purple) tend to settle. Simple shaking may not fully re-mix them, resulting in uneven color or inconsistent burnout performance.
Recommendation: After pouring resin into the vat, gently stir the resin surface with a scraper to ensure complete suspension of settled material. If recycled resin contains particles or clumps, filter through a mesh before pouring into the vat.
3、Temperature Control
Resin fluidity is highly sensitive to temperature. Optimal printing temperature is 25-30°C. Temperatures below 20°C increase viscosity and reduce fluidity, leading to print failures or visible layer lines. Use the heating function in winter.
4、Safety Protection
Goggles: UV protection – photopolymer printers (LCD/DLP/SLA) use 405nm UV light to cure resin. Prolonged direct viewing of the screen or reflections from the resin surface can cause irreversible eye damage.
Gloves: Must wear nitrile gloves to prevent skin contact, which may cause allergic reactions.
Ventilation: Operate in a well-ventilated area to avoid inhaling volatile resin fumes.
Sanding Dust: In addition to printing precautions, jewelry wax models generate fine dust when removing supports and sanding. This dust contains partially uncured resin and is harmful if inhaled.
Recommendation: Operate in a ventilated area and wear a dust mask (e.g., N95 level).
5、Adding Resin
Pour prepared resin into the vat. Turn on the constant-temperature heating system to warm the resin. When the temperature reaches about 30°C, start printing.
1、Cleaning
Jewelry models typically have dense supports and complex structures (e.g., filigree, settings). A single cleaning often leaves residual resin.
Two-tank method: Prepare two cleaning containers.
First wash (rough wash): Dissolves most resin from the model surface. This alcohol will quickly become dirty.
Second wash (fine wash): Thoroughly removes remaining residue. This alcohol must remain relatively clean.
Process: After removing the model from the printer, first soak and agitate in the first wash for 1-2 minutes to dissolve bulk resin. Then quickly transfer to the second wash, soak and agitate for another 2-3 minutes to ensure resin in crevices is completely removed. (Do not exceed 5 minutes total cleaning time). Tool assistance: For dead corners like ring inner walls and setting cavities, use a soft brush (e.g., old toothbrush) to gently scrub, but be careful not to break fine structures.
2、Post-Curing
Place prints in a UV curing chamber with intensity ≥ 60 mW/cm².
Curing time: Thin-walled parts ~5 minutes; thick-walled or large parts 15-20 minutes.
Process optimization (optional): Before UV curing, bake prints at 80°C for 10 minutes. This helps reduce resin thermal expansion, improving dimensional stability and casting success rate.
3、Support Removal
Timing: Recommended to remove supports after cleaning but before curing. At this stage, the resin has a slight toughness and is less likely to break.
Tool: Must use flush cutters. Cut supports at the base. Avoid tearing off by hand, which may leave scars on the model surface (requiring later finishing).
4、Quality Inspection
The final step before casting – use a flashlight or strong light to inspect the model for the following issues:
Residual liquid: Unwashed resin on inner walls (appears transparent).
Breakage: Broken filigree or setting prongs.
Deformation: Ring shank distorted during cleaning or curing.
 GEM3
GEM3 GEM3 MAX
GEM3 MAX GEM3 MAX
GEM3 MAX Whale4 Ultra
Whale4 Ultra Fastcure 3
Fastcure 3 Fastcure 2
Fastcure 2 Precision Cast Resin
Precision Cast Resin Filigree Cast Resin
Filigree Cast Resin Hi-Wax Cast Resin
Hi-Wax Cast Resin Fast Dental Model
Fast Dental Model High-Precision Dental Model
High-Precision Dental Model Surgical Guide Resin
Surgical Guide Resin Tough Washable Resin
Tough Washable Resin Washable Ultra Clear
Washable Ultra Clear Washable Mecha Resin
Washable Mecha Resin Water Washable Resin
Water Washable Resin HexaCore Resin
HexaCore Resin High Transparency
High Transparency TGM Resin
TGM Resin Standard Resin
Standard Resin NovaMaker (Windows)
NovaMaker (Windows) NovaMaker (macOS)
NovaMaker (macOS) Jewelry Application
Jewelry Application Learning Center
Learning Center Dental Application
Dental Application Download Center
Download Center Social Media
Social Media Contact
Contact Request a sample
Request a sample About
About English
English 