-

3D打印机

-
材料
-
软件中心
-
行业应用
-

服务支持
3D打印机![]()
材料![]()
软件中心![]()
行业应用![]()
服务支持![]()
常见问题
模型有孔洞、破面,无法打印?
模型可能来自低质量的3D扫描、从游戏或动画模型转换(通常不是实体)、或使用复杂布尔运算后未妥善处理。
具体错误类型:
非流形几何:一条边被三个或以上的面共享(如两个立方体仅以一个顶点相连)。
坏边/孤立的边或顶点:存在不属于任何面的边或顶点。
孔洞:模型表面存在未封闭的缺口。
面法向错误:面的方向(内/外)不一致,导致软件无法区分内部和外部。
自相交:模型表面自身交叉穿透。
修复方法与工具推荐
使用 Materialise Magics 软件进行修复。通过“修复向导”自动诊断和修复孔洞、坏边、法向错误,确保模型为“水密”实体。
模型未能粘附在构建平台(底板)。
快速排查流程
首先检查:底层曝光时间是否足够(建议对比官方推荐的打印参数表)?树脂温度是否合适?
然后检查:平台是否调平、清洁?Z轴零点是否正确?平台表面是否已经磨损变光滑导致粘附力减弱?
最后检查:模型支撑/底座是否牢固?FEP膜状态是否良好?
核心原因与解决方案
1、底板曝光时间不够,导致模型粘附底板不牢固而脱落。
我们官方机器和树脂都是有对应的参数表,根据参数表格选择自己的机型和对应树脂来设置参数。对于颜色深、温度低或平台老旧时需要适当增加底层曝光时间。
2、调平异常导致模型无法粘附到平台上。
严格按照打印机说明书或售后视频操作。通常步骤为:松开平台螺丝 → 将平台降至槽底并垫两张A4纸 → 手动施加压力确保平台紧贴 → 拧紧螺丝 → 归零Z轴。
3、打印平台表面过于光滑,导致模型脱落。
使用高蜡树脂专用平台,增强平台面板的粘附力,避免出现模型掉板的问题。检查平台是否磨损,过度磨损的平台需更换。
4、树脂过于粘稠,导致底部粘平台不稳模型出现软榻现象
将参数设置中底层回程后静止时间设置30S,减少平台下降时排液对模型造成冲击。
5、预热时温度不够导致,导致树脂无法正常回流导致打印失败。
打印前需要将树脂提前放入打印机进行预热,预热到28-35℃之间就可以打印。如果没有加热设备可以将树脂瓶在温水中浸泡。
6、模型与平台的接触面积过小,或支撑太细导致脱落。
增加底座:在切片软件中为模型添加一个厚度不超过0.25mm的底座。
优化支撑:确保支撑与平台接触点足够牢固,可增加支撑直径或密度。
倾斜模型:将模型倾斜一定角度(如30°),可以增大初始接触面积。
7、离型膜松弛、有划痕或过于陈旧,导致剥离力过大。
正常离型膜按压时应有适当弹性,发出清脆的鼓面声。如果离型膜表面模糊、有深划痕或已打印多次,请更换。
模型变形或支撑点处断裂
模型在打印过程中发生变形或在支撑点处断裂,主要原因是支撑结构不足以抵抗模型固化时产生的收缩应力与剥离力。请根据以下流程系统排查和解决:
核心原因与解决方案:
1、支撑结构问题,导致模型变形或支撑点处断裂(最常见原因)
支撑数量不足、接触点太小、支撑结构本身太弱或布局不合理。
增加支撑密度:在模型悬垂部分、孤立区域和重要结构下方手动添加中型或重型支撑,增加支撑密度(建议50%-70%)切勿完全依赖自动生成。
增大接触点直径:在切片软件中,增大支撑“接触点直径”(如从0.2mm增至0.3-0.5mm),以增强粘合强度。
优化支撑角度:确保支撑与模型表面的夹角在 45°-70° 之间,避免角度过大(接近水平)或过小(接近垂直)。
检查支撑连接:确保所有支撑都牢固连接到模型本体或构建平台,没有悬空的支撑。
2、曝光参数问题,导致模型变形或支撑点处断裂。
搭配GEM3系列机种,玲珑精铸树脂层曝光时间3.2秒,高蜡厚铸树脂层曝光时间4.2秒。如果参数设置有误,不论是过渡曝光会导致模型变脆,而曝光时间不够会导致表面细节模糊不清。
3、模型设计细节太小壁厚过薄,导致模型变形。
最小壁厚:使用建模或修复软件检查模型,要求最小壁厚不小于0.2mm,其他细节不小于0.18mm。
支撑加强:在平面、长边或易弯折区域的背面,添加网格状或树状的加强筋。筋的厚度可为壁厚的50%-80%。
4、电机运转速度过快,导致模型变形或支撑点处断裂。
您需要在切片软件的“打印设置” 或 “电机速度” 部分调整以下关键参数:
降低平台抬升和下降的速度:珠宝铸造树脂较软,电机运转速度应控制在80~120mm/min。
增加回程后静止时间:在平台到达顶点或底部后,增加回程后静止时间,让树脂流平并释放应力,这对减少拉裂非常有效。
打印模型细节不清晰
打印模型细节不清晰,核心原因是光线散射、像素扩散或物理振动导致固化精度下降。请按以下流程系统排查和优化:
1、曝光参数问题,导致模型细节不清晰。
搭配GEM3系列机种,玲珑精铸树脂层曝光时间3.2秒,高蜡厚铸树脂层曝光时间4.2秒。如果参数设置有误,不论是过渡曝光还是曝光时间不够都会导致表面细节模糊不清。
2、检查“抗锯齿”设置:
在切片软件中,关闭或降低抗锯齿等级。抗锯齿功能会通过模糊像素边缘来减少层纹,但会直接牺牲XY轴上的细节锐度。
3、模型摆放方向:
将模型最重要的细节面朝向构建平台(向上) 或与平台成一定角度。因为接触支撑的面质量会下降。
不要让精细细节面平行于构建平台(即水平放置),这会使细节产生明显的层纹。
4、支撑设置影响:
支撑接触点直接附着在细节表面,拆除后会留下疤痕。
对于需要保留高细节的表面,使用更细的支撑(如“触点”支撑),并确保支撑点位于非关键区域。拆除后可用细砂纸打磨。
5、机械振动与松动使打印机在曝光过程中晃动,导致像素错位。
将打印机放置在绝对水平、稳固的桌面上,检查并紧固所有螺丝(特别是构建平台)。
清洗时模型表面粘手、有残留。
模型表面粘手或有残留的未固化树脂,是光固化打印后处理中最常见的问题。这通常意味着 清洗不彻底 或 二次固化不充分。请按以下步骤系统解决:
1、清洗不彻底
需要使用双桶法:准备两个清洗容器。
一洗(粗洗):用于溶解模型表面大部分的树脂。这桶酒精会很快变脏。
二洗(精洗):用于彻底去除残留。这桶酒精必须保持相对干净。
操作流程:模型从打印机取出后,先在一洗中浸泡并晃动1-2分钟,溶解大块树脂;然后迅速转移到二洗中,再次浸泡并晃动2-3分钟,确保缝隙中的树脂被完全洗出。(清洗时间也不能太久最好不超过5分钟)
工具辅助:对于戒指内壁、镶口凹槽等死角,建议使用软毛刷(如旧牙刷)轻轻刷洗,但注意力度,避免刷断精细结构。
需要使用超声波清洗机(频率20-40kHz)去除残留树脂。如果溶液饱和无法溶解则需要及时更换新的清洗溶剂。直到模型表面应呈现哑光、均匀的质感,触摸无滑腻感。在光照下检查细节处无闪亮的液膜。
2、二次固化不完全
使用专业的UV固化箱,光线更均匀。避免仅使用太阳光或单一方向的UV灯,会导致固化不均。
水中固化(强烈推荐):将模型完全浸没在清水中进行固化。水能散射紫外线,使光线均匀照射到所有复杂表面和凹槽,并防止表面因过度曝光而发粘、变脆。将干燥后的模型放入透明容器,加水完全淹没,然后放入固化箱。
控制固化时间:参考树脂说明书,严格控制后固化时间,薄壁件约5分钟,厚壁件15-20分钟,并观察状态。
精细结构(如花丝、刻字)模糊或缺失
精细结构(如花丝、刻字)模糊或缺失,是光固化打印中对精度极限的挑战。核心原因在于曝光光线扩散、物理像素限制及模型设计
1、检查设计:
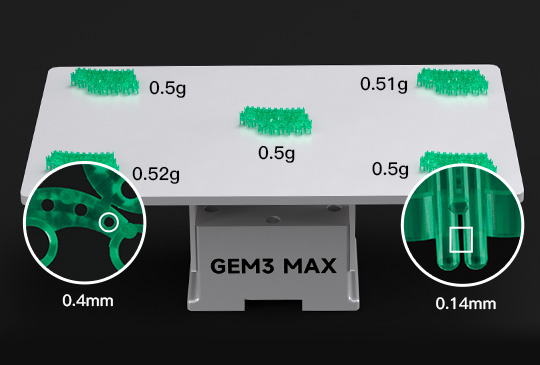
测量您模型中花丝、笔画的实际宽度/深度是否≥0.4mm。如果不足,返回CAD软件修改。
2、曝光时间检查:
玲珑精铸树脂层曝光时间3.2秒,高蜡厚铸树脂层曝光时间4.2秒。目标不是“能打印”,而是找到能清晰分辨最小细节和最小孔洞的最短曝光时间。
3、降低层厚:
使用更薄的层厚(如0.04mm)可以提升Z轴细节,但对XY平面细节(如刻字)帮助有限,且会大幅增加打印时间。
模型表面有“像素纹、楼梯纹”或像素颗粒
模型表面的“楼梯纹”(层纹)和“像素纹”是光固化3D打印的两种固有痕迹,分别源于Z轴分层和XY轴像素。无法完全根除,但可通过以下方法显著减轻,获得近乎光滑的表面。
1、楼梯纹(层纹):模型倾斜面上出现的阶梯状纹理。核心对策是优化摆放角度、降低层高。
优化摆放角度(最有效的方法):在切片软件中,将模型旋转至与构建平台成20-45度角。对于球体等复杂模型,可尝试 “球面摆放” 功能。
2、像素纹(颗粒纹):模型表面出现的矩形像素颗粒感。核心对策是启用抗锯齿、优化曝光。
启用抗锯齿(最关键设置):在切片软件的 “抗锯齿” 设置中,选择 2x或4x 等级。等级越高,平滑效果越好,但是不能设置太高可能使极细线条变模糊。
模型在固化后变脆、易碎和发黄或变形
首先检查树脂是否处于保质期内有没有过期,其次是否有打印过程中和二次固化过程中有没有过渡曝光。
解决方案:
需要定期检查树脂是否在保质期内,如果出现过期应及时更换新树脂,并严格控制曝光时间和二次后固化时间。
曝光时间:玲珑精铸树脂层曝光时间3.2秒,高蜡厚铸树脂层曝光时间4.2秒。
二次固化时间:薄壁件约5分钟,厚壁件15-20分钟,并观察状态。
石膏模在焙烧时“炸模”(爆裂)现象。
石膏模在焙烧时“炸模”(爆裂)是一个严重且危险的问题,根本原因是模具内部残留水分在高温下瞬间汽化,产生巨大蒸汽压力,超过了石膏强度。要彻底解决,必须确保在达到高温前,模具被完全、彻底地干燥。以下是系统性的预防和解决方案:
1、模型低温烘干:
在完成脱蜡或烧除树脂模型后,模具内部是潮湿的,必须完全烘干。
2、石膏模中有气泡或未干透。
灌浆时必须抽真空排除气泡,并确保石膏模充分固化(静置2-2.5小时)待其完全凝固并达到足够强度。
3、升温速度过快:
必须遵循焙烧曲线,特别是要有低温预热阶段(约80℃),让树脂缓慢软化分解。让树脂模型缓慢软化,防止突然高温导致爆裂。
铸造后金属件有残留
1、制定极缓慢的低温段升温曲线:
优先采用渐进式升温工艺,升温速率控制在290℃/h。核心区间(室温 ~ 600°C):这是树脂分解、气化的关键阶段,必须极慢。
2、充足的通风与排气:
焙烧炉必须有良好的排烟通道,确保分解的气体能及时排出,否则会重新凝结成焦油状物质附着在型腔内。
铸造后金属件有气泡
要解决此问题,必须系统性地排查整个工艺流程。以下是按生产顺序排列的主要原因和解决方案:
1、树脂模型未完全固化(内部有残留单体):
打印后清洗不彻底或二次固化不足,树脂内部有未反应单体,焙烧时剧烈气化。
解决方案:
彻底清洗:使用超声波清洗机,并用95%浓度的新酒精多次漂洗。
充分二次固化:确保模型所有部位都经过足够时间的UV固化,直至完全硬化。
2、石膏浆料搅拌时卷入过多空气:
搅拌速度过快、方式不对,产生大量气泡并留在浆料中。
解决方案:
真空搅拌:在真空搅拌机中混合石膏粉和水,可消除90%以上的气泡。
手工消泡:若无真空机,应沿一个方向缓慢搅拌,并在灌浆前静置片刻让大气泡浮出。
3、灌浆方式不当:
问题:从高处直接倒入,卷入空气;或未进行震荡。
解决方案:
沿壁缓慢灌注:让浆料顺着桶壁流下。
震荡除泡:灌浆后,立即使用震动台或轻敲模具外壁,帮助微小气泡上浮排出。
4、型壳焙烧不充分(最关键的原因之一):
问题:型壳内部残留的结晶水或有机物在接触高温金属液时瞬间汽化,形成气体。
解决方案:
确保绝对干燥:焙烧前要保证模具内部不是潮湿的,必须完全烘干。
5、型壳透气性差:
问题:石膏粉太细或浆料太稠,气体无法通过型壳微孔排出。
解决方案:使用3D打印专用铸造专用石膏粉(例如SRS3D CAST、Prestige Optima)。,并严格按推荐水粉比调配,不可随意调整。
6、金属熔炼与浇注问题:
问题:金属液吸气:熔炼时间过长、过热,或使用不洁/潮湿的坩埚、工具,导致气体溶入金属。
解决方案:
熔炼时使用覆盖剂(如硼砂)保护液面,减少氧化吸气。
确保所有与金属液接触的工具(坩埚、浇包)彻底干燥和预热。
避免金属液过度加热。
铸造后金属件表面有黑点或表面粗糙
黑点:通常是未烧尽的树脂碳渣、石膏杂质、或金属氧化物被包裹在铸件表面。
表面粗糙(如橘皮、砂粒感):直接反映了型壳内表面本身不光滑,或金属液与型壳发生了不良反应。
1、树脂模型表面有残留:
精细后处理:彻底去除所有支撑,用软毛刷和新鲜酒精在超声波清洗机中充分清洗。
完全固化:确保模型所有死角都经过足够的UV二次固化,使其完全聚合,减少焙烧时的灰分。
2、石膏浆料问题(最关键):
问题:浆料颗粒粗或污染:石膏粉受潮结块、或使用了非铸造专用石膏,颗粒粗大直接导致铸件表面粗糙。
使用3D打印专用铸造专用石膏粉(例如SRS3D CAST、Prestige Optima)。,并严格按推荐水粉比调配,不可随意调整。
3、焙烧不彻底(导致黑点的最常见原因):
问题:树脂模型未完全烧失,留下碳渣;或型壳内部有机物未排净。
解决方案:
优化焙烧曲线:确保在 400-600°C 区间有足够的慢速升温与保温时间,使树脂充分分解挥发。
充分高温保温:必须达到 700-800°C 并保温 1-2小时,使残留碳分完全氧化。出炉时型壳内壁应呈均匀的白色或浅色,不能有黑斑。
4、炉膛污染:
问题:焙烧炉内残留的杂质污染了型壳。
解决方案:定期清洁炉膛,避免不同材料型壳混烧。
5、浇注温度不当:
问题:温度过低,金属液流动性差,无法复制型壳细节;温度过高,加剧金属与型壳反应,可能导致表面粗糙。
解决方案:根据金属种类,将浇注温度控制在推荐范围的中上限,以保证良好流动性。
铸造后出现飞边和毛刺
飞边毛刺的产生,主要源于型壳强度不足、应力开裂或合模不严。解决的关键在于预防型壳产生裂缝,而非事后处理(清理飞边极易损伤铸件本身)。
1、石膏浆料问题(强度不足):
问题:水粉比不正确(水过多)、搅拌不均、使用非专用石膏或石膏受潮失效,导致型壳整体强度低,在后续步骤中易裂。
解决方案:
严格按比例:精确称量铸造专用石膏(铸粉) 和水的重量,使用制造商推荐的比例。
充分搅拌:确保混合均匀,无干粉团。
材料管理:石膏粉需密封保存在干燥环境中。
2、灌浆与脱模产生隐裂:
问题:灌浆后震动过度、或脱模(取出树脂模型)时用力不当,在型壳内部造成肉眼难见的微裂纹。
解决方案:
温和震动:灌浆后震动除泡要适度,避免剧烈冲击。
谨慎脱模:如果使用可熔蜡芯等,确保其完全熔化流出,避免暴力撬取。
3、型壳干燥不当(产生应力裂纹):
问题:干燥速度过快(如直接高温烘烤),表面快速收缩而内部仍潮湿,导致型壳产生龟裂。
解决方案:
自然干燥:先置于阴凉通风处自然干燥。
低温烘干:随后在 50-80°C 的烘箱内缓慢烘干,切忌一开始就高温烘烤。
4、升温速度过快(最主要的原因):
问题:型壳中的水分和结晶水在快速升温下急剧汽化,内部压力骤增,导致型壳胀裂或产生微裂纹。
解决方案:
严格执行慢速升温曲线:在 室温至300°C 的区间,升温速度不得超过 50-100°C/小时,并在此区间设置保温平台。
充分预热:确保型壳在焙烧前已完全干燥。
5、金属液冲击力过大:
问题:在离心铸造或真空吸铸时,初始转速或真空度过高,金属液以过高速度冲入型腔,像水刀一样冲刷型壳内壁,可能冲裂薄弱部位。
解决方案:
优化浇注参数:适当降低初始离心转速或真空度,让金属液平稳填充。可咨询设备厂商获取推荐参数。
6、型壳预热不足:
问题:型壳从焙烧炉取出后,若温度下降过多(低于 500°C),与高温金属液的温差过大,产生热冲击,可能导致开裂。
解决方案:趁热浇注。合理安排工序,确保型壳出炉后能尽快完成浇注。
铸件上有难以去除的石膏残留
1、高压水枪冲洗:
使用专业高压清洗设备(压力>500 bar)对准残留部位冲击。这是最优先、最有效的物理方法。
2、喷砂处理:
首选玻璃珠:硬度适中,能有效去除残留且不损伤大多数金属表面,尤其适合精细件和贵金属。
次选细目氧化铝砂(如220目以上):清理力更强,但可能对软金属(如纯银、黄金)表面造成细微划痕。
3、超声波深度清洗:将铸件浸入温水中,加入碱性清洗剂,进行长时间(30-60分钟) 超声波处理,对缝隙内松散残留有效。
精细机械剔除:在放大镜或显微镜辅助下,使用牙科工具、雕刻刀小心刮除。耗时耗力,仅用于最后修整。
淬火(丢入水中)后铸件开裂
淬火(丢入水中)后铸件开裂,是热应力与组织应力共同作用,超过材料强度极限导致的脆性断裂。这并非铸造缺陷,而是不当的热处理工艺造成的结果。
1、淬火工艺不当(最主要原因)
从高温直接投入冷水,表面瞬间冷却收缩,而内部仍高温膨胀,产生巨大拉应力导致开裂。
解决方案:
改变淬火介质:
首选“淬火延迟”:将高温铸件先置于空气中冷却几秒,待红色褪去(约降至500-600°C),再投入水中。
使用温和介质:用 温水(约60-80°C)、油 或 专业淬火液 代替冷水,可极大减缓冷却速度。
沸水淬火:对于银、铜等合金,直接投入沸腾的水中是安全有效的方法。
确保均匀冷却:用夹子夹住铸件,整体平稳浸入,避免局部先接触冷水。
2、铸件本身存在隐患
问题:铸件内部有缩孔、气孔、夹杂等缺陷,或壁厚差异巨大,在淬火应力下成为裂纹起源点。
解决方案:
优化铸造工艺:通过改善浇注系统、提高金属液纯净度,减少内部缺陷。
优化设计:避免突然的壁厚变化,在拐角处增加圆角过渡。
淬火前退火:在淬火前,先对铸件进行一次去应力退火(加热后缓慢冷却),可消除部分铸造应力。
沙眼(气孔、缩孔)的成因与预防
1、沙眼(气孔、缩孔)的成因
气孔成因:
型壳排气不良:焙烧不彻底,石膏中残留水分或有机物;型壳透气性差。
金属液含气:熔炼时吸气(如使用不干净坩埚、未充分脱氧)。
浇注系统设计不当:浇道过窄或位置不当,导致金属液卷入空气。
缩孔成因:
补缩不足:铸件设计存在厚大热节,但浇冒口系统未能提供足够的金属液进行补缩。
浇注温度不当:温度过高,凝固收缩过大;温度过低,流动性差,补缩无法进行。
解决方案:
优化型壳:确保型壳焙烧充分、完全,达到工艺要求的高温并保温足够时间。
净化金属液:使用清洁、干燥的坩埚和工具。熔炼时使用覆盖剂(如硼砂)防止氧化吸气。对铜、银等合金进行脱氧操作(如磷铜脱氧)。
优化设计与工艺:
修改模型:在可能的情况下,避免过厚的截面,增加工艺筋。
科学设置浇冒口:确保在厚大部位有足够尺寸的冒口,且冒口最后凝固。
控制浇注温度:在保证流动性的前提下,采用较低的浇注温度。
2、缺损(充型不足)的成因与预防
主要成因:
金属液流动性差:浇注温度过低,或金属成分不当。
型壳透气性差:型腔内的气体无法排出,阻碍金属液充满。
浇注速度慢或中断:金属液未能快速、连续地充满型腔。
模型本身有缺损:3D打印的树脂模型在清洗或搬运中破损,未被发现。
预防方案:
提高浇注温度:适当提高温度以增加流动性(但需与防缩孔平衡)。
检查并优化型壳:确保焙烧彻底,提高透气性。
确保快速平稳浇注:一次浇满,避免断流。
仔细检查树脂模型:灌浆前,在强光下多角度检查模型是否完整、无损伤。
抛光后表面有划痕或达不到镜面
1、前道工序遗留问题(主要根源)
执模粗糙:锉刀、砂纸留下的划痕过深,为抛光带来巨大负担。
解决方案:在执模阶段就力求平整。使用更细的锉刀和砂纸作为最后步骤,为抛光打好基础。
2、抛光工艺本身不当
跳跃式操作:未按磨料粒度循序渐进。
抛光介质污染:不同粒度的抛光膏共用同一个抛光轮,导致交叉污染。
压力与转速不当:压力过大产生热量和变形,转速不匹配影响效率。
解决方案:
建立标准作业程序:明确记录每一道工序使用的工具和磨料号数。
工具专用化:为不同粒度的抛光膏配备不同的抛光轮,并明确标识。
参数优化:对于小型精密件,通常采用高转速、轻压力。
下载NovaMaker (Windows)
下载NovaMaker (macOS)
![]()
![]()
 GEM3 MAX
GEM3 MAX BITE
BITE Whale4 Ultra
Whale4 Ultra Fastcure 3
Fastcure 3 Fastcure 2
Fastcure 2 玲珑精铸树脂
玲珑精铸树脂 花丝铸造树脂
花丝铸造树脂 高蜡厚铸树脂
高蜡厚铸树脂 快速牙模树脂
快速牙模树脂 高精度牙模树脂
高精度牙模树脂 手术导板树脂
手术导板树脂 水洗高韧树脂
水洗高韧树脂 水洗高透树脂
水洗高透树脂 水洗机甲树脂
水洗机甲树脂 水洗树脂
水洗树脂 六边形树脂
六边形树脂 高透树脂
高透树脂 TGM树脂
TGM树脂 刚性树脂
刚性树脂 NovaMaker (Windows)
NovaMaker (Windows) NovaMaker (macOS)
NovaMaker (macOS) 珠宝解决方案
珠宝解决方案 知识堂
知识堂 齿科解决方案
齿科解决方案 下载中心
下载中心 社媒
社媒 联系我们
联系我们 索取样品
索取样品 关于我们
关于我们 中文
中文